Digital Torque Adapter
DTA
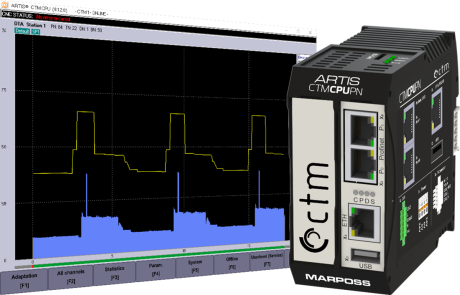
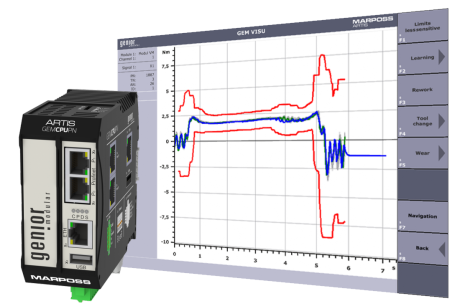
With the activated option „Digital Torque Adapter (DTA)“ the process monitoring work without additional force sensors. The Artis monitoring systems CTM or GENIOR MODULAR are able to evaluate up to 8 sensitive digital torque signals from spindles and axis drives in parallel. Every digital torque value of cutting cycles can be mapped to a monitoring channel. This mapping is flexible, thus accommodating different machining operations and monitoring strategies. The data are available via fieldbus to machine control in real time and without the use of additional sensor or amplifier hardware.