Adaptive Control for Monitoring Systems
AC
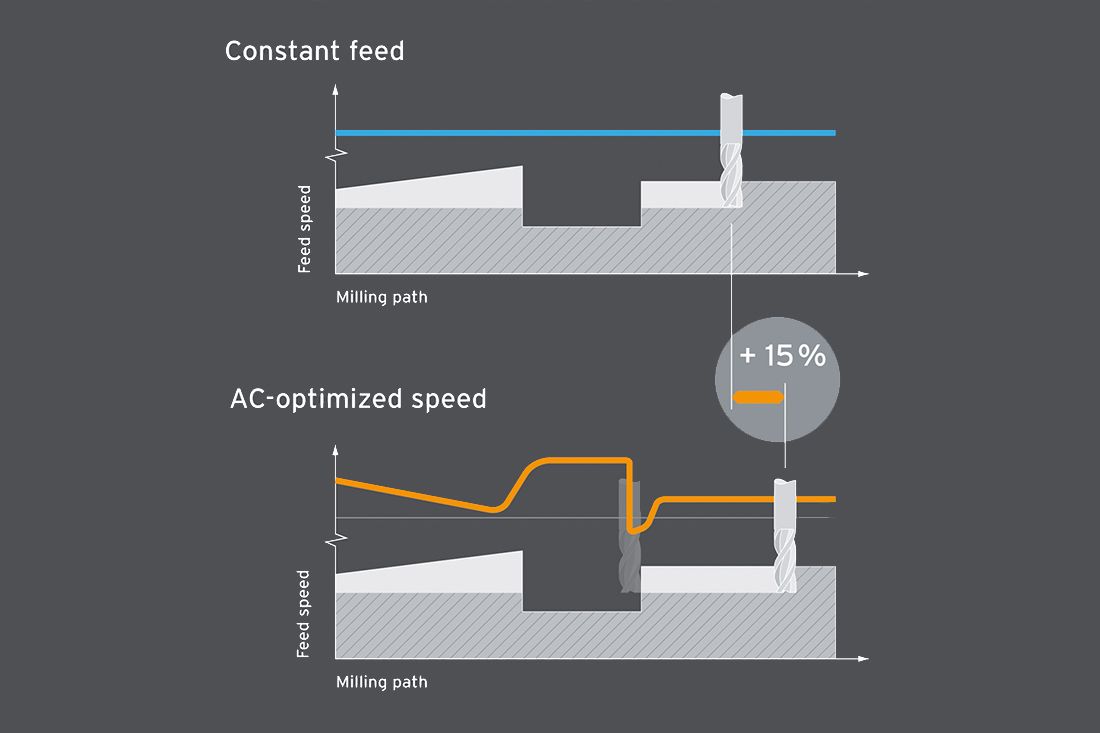
With Adaptive Control (AC), the feed rate can be optimized depending on the spindle load during operation. The function regulates the feed automatically within predefined limits and uses the optimum performance of the machine at all time. Another aspect of optimization is the protection of the machine and tool. The feed rate adapts to the tool status. Under certain circumstances, the normal processing speed can be too fast if the workpiece has allowance fluctuations or the material has hardened. Especially when processing raw parts, strong fluctuations can be expected so that Adaptive Control can be used particularly effectively here.
The Adaptive Control function optimizes cycle times while improving tool life and increasing machine reliability. Adaptive Control is an option for the CTM and GENIOR MODULAR systems.