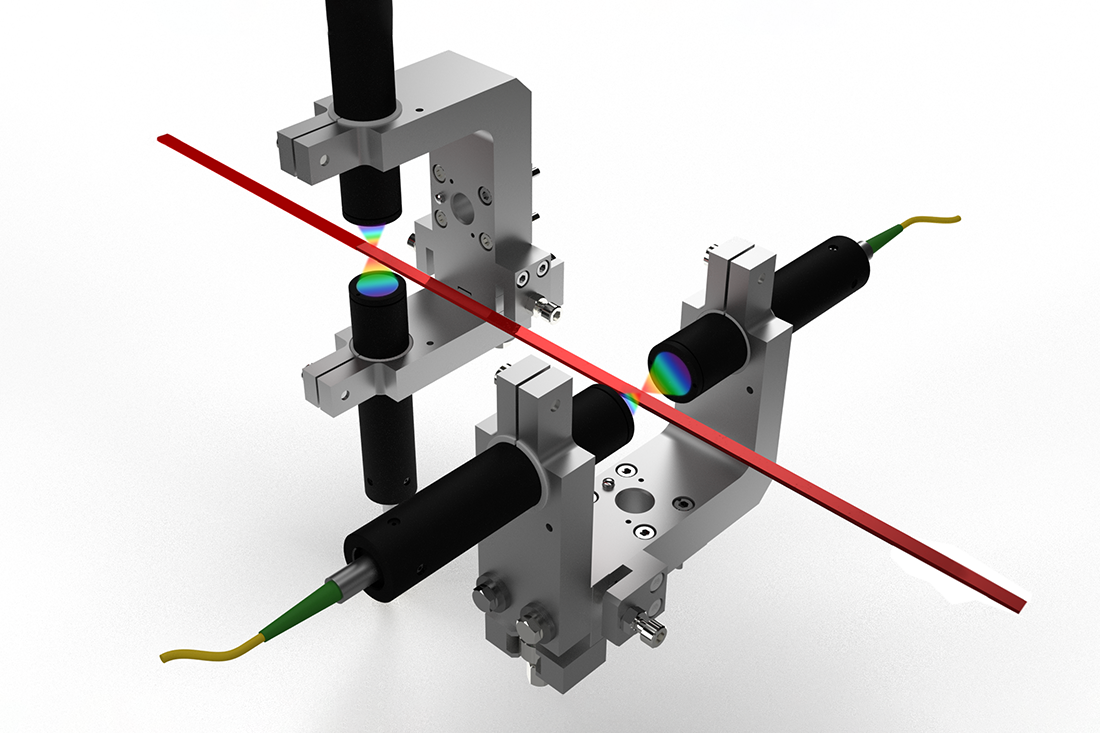
Thickness measurement of the insulation layer on magnet wire
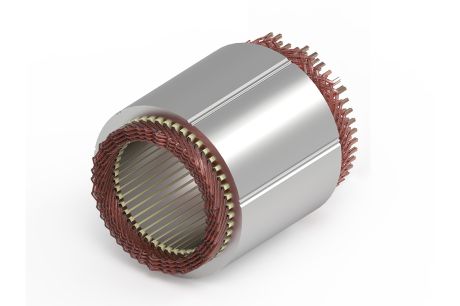
Several researches showed that there are significant advantages in using flat wire hairpin windings in some types of motors. The advantage is a much higher copper slot fill factor reducing heat and improving torque and power density, which ultimately can reduce the motor size for EV application.
However, in order to obtain this performance improvement, it is necessary to guarantee an adequate quality level of the component and that its production process is perfectly under control.
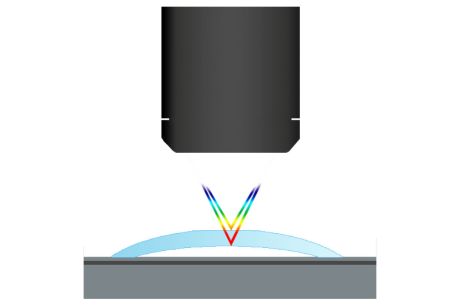
A perfect control of the thickness of the insulation layer is generally one of the critical parameters in the production of magnet wire, and in particular when it comes to the flat wire used for the production of hairpins. The constancy and uniformity of this thickness is in fact related not only to the quality and effectiveness of the electrical insulation, but can also influence the subsequent bending process in the production of the hairpin.