Mesure d’épaisseur de la couche isolante sur fil magnétique
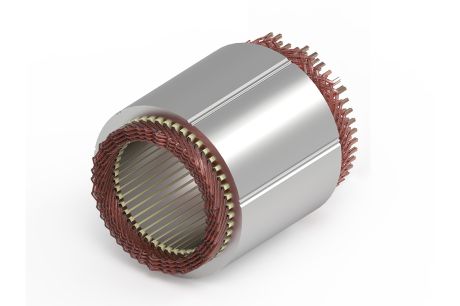
Diverses recherches ont montré que l’utilisation d’enroulements en épingle à cheveu (hairpin) en fil plat sur certains types de moteurs présente de sérieux avantages. En particulier, le facteur de remplissage du logement en cuivre est nettement supérieur, réduisant la chaleur, améliorant le couple et la densité de puissance, ce qui peut au final réduire la taille du moteur pour applications sur véhicules électriques.
Toutefois, afin d’obtenir cette amélioration de performances, il est nécessaire de garantir un niveau de qualité adéquat du composant et un procédé de fabrication parfaitement sous contrôle.
Un contrôle précis de l’épaisseur de la couche isolante fait en général partie des paramètres déterminants dans la production de fil magnétique, notamment lorsqu’il s’agit de fil plat destiné à la fabrication d’épingles. La constance et l’uniformité de cette épaisseur sont en fait non seulement liées à la qualité et à l’efficacité de l’isolation électrique, mais peuvent aussi influencer le procédé de courbure dans la fabrication de l’épingle.