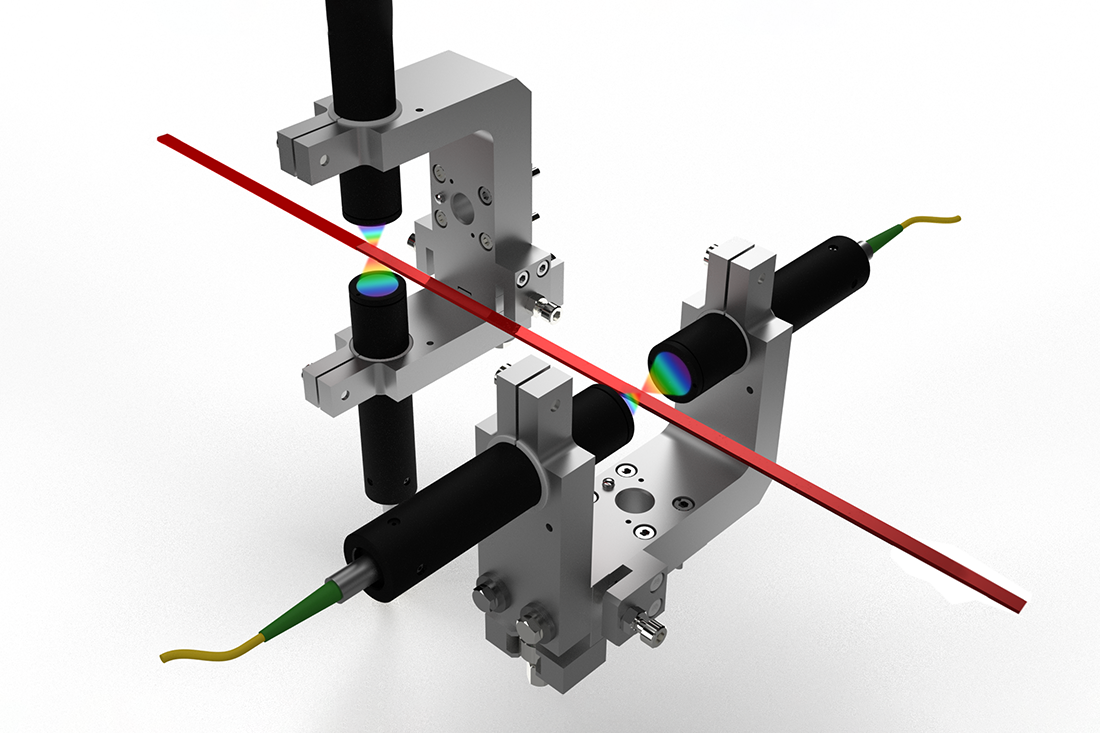
Medición de grosor de la capa de aislamiento en cable magnético
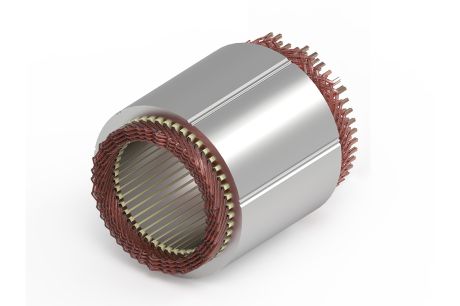
Varias investigaciones han mostrado que existen unas ventajas significativas en el uso de bobinados de horquilla de cable plano en algunos tipos de motores. Las ventajas es un factor de relleno de cobre de la ranura mucho mayor, lo que reduce y mejora el par y la densidad de potencia, que en última instancia puede reducir el tamaño del motor en la aplicación EV.
Sin embargo, para obtener una mejora en el rendimiento, es necesario garantizar un nivel de calidad adecuado del componente y que el proceso de producción está perfectamente bajo control.
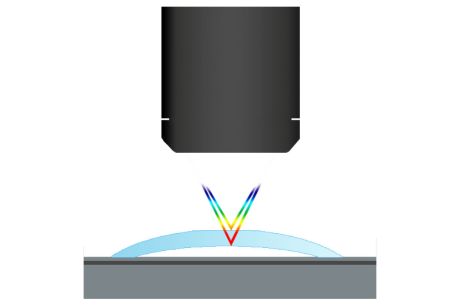
Normalmente el control perfecto del grosor de la capa de aislamiento es uno de los parámetros críticos en la producción de cable magnético, en especial cuando se trata de cable plano usado para la producción de horquillas. De hecho, la constancia y uniformidad de este grosor se ha relacionado con la calidad y efectividad del aislamiento eléctrico, pero también puede influir en el posterior proceso de doblado en la producción de la horquilla.