Technologies -- Laser Systems for Tool Setting
Laser technology is used as a light barrier to preset and verify tool geometries. This laser beam works like an interrupter and signals to stop the machine axis, when the tool profile interrupts it.
Laser tool setters use a non-contact technology to provide the ability to measure tools and to detect their run-out while rotating at working speed. The extremely small dimension of the measurement point provides the ability to scan the cutter profile. This cannot be done with any other mechanical tool setter.
Marposs laser tool setters use focused and collimated laser beams, in order to be compatible with various sizes of machine tools.
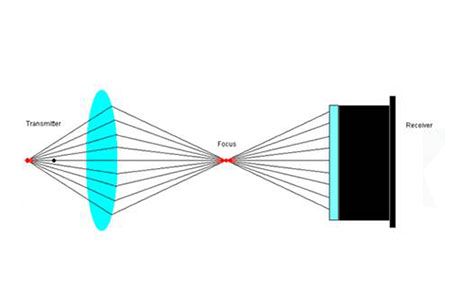
A collimated laser beam, also known as parallel-ray beam, is obtained by positioning a laser source in the focus of the lens, while a focused laser beam has a laser diode in a position away from the lens focus. In this case, the diameter of the laser beam will decrease to a minimum; around 0.06 mm for the laser tool setters by Marposs. This is the measuring point typically positioned in the middle, between emitter and receiver.
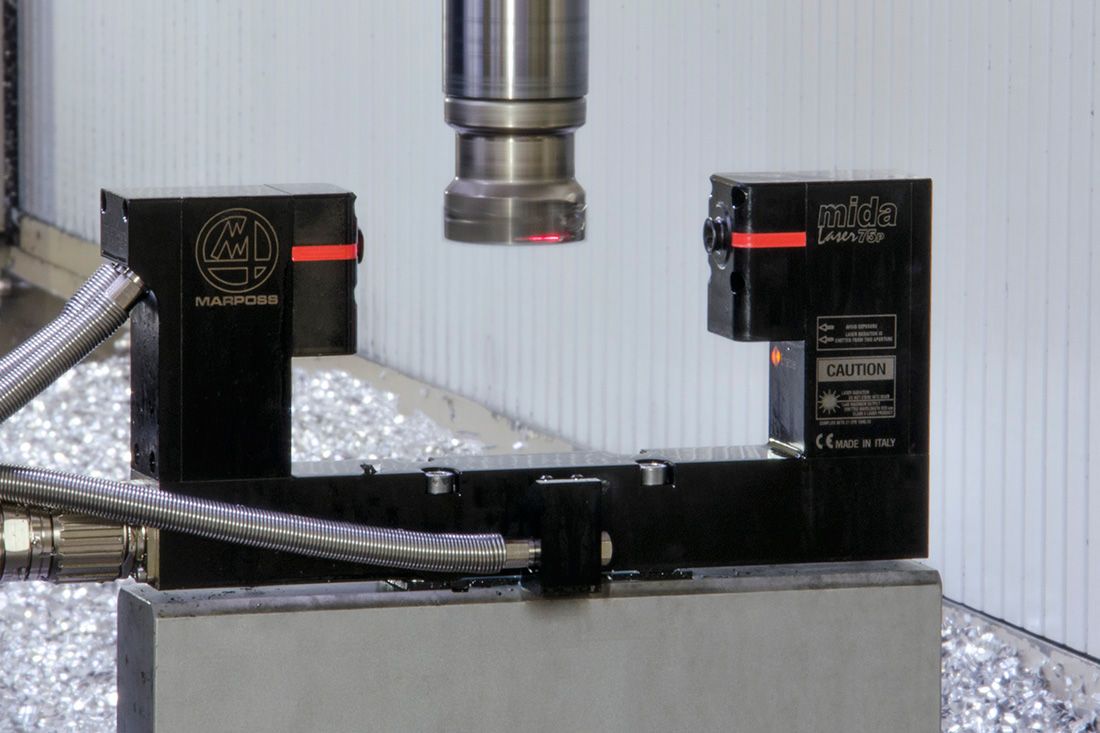
Our laser tool setter is a laser beam blocking system that is based on two modules: the emitter and receiver. The tool shadow casting generates a trigger signal (typically called skip signal) when 50% of the laser beam area is covered by the tool profile.
Collimated laser beam
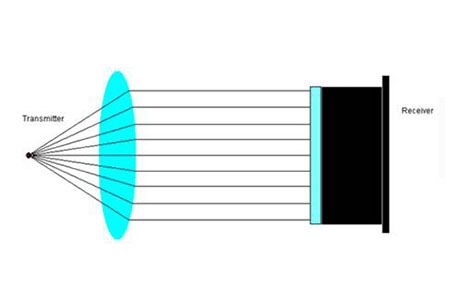
The advantage of a collimated beam is the measuring point; there isn’t a preferred position to measure like in a focused system. The downside is that the dimension of the laser beam, normally close to 1 mm, is only useful for tools larger than 1 mm.
The focused laser beam, due to its small dimension on a measuring point, provides the ability to measure micro-tools down to 0.1 mm and verify the profile integrity of the tool; having the ability to recognize very small chips along the cutting edge.
Focused laser beam