Technologien -- Lasersysteme zur Werkzeugkontrolle
Lasertechniken werden als Lichtschranken verwendet, um Sollwerte für Werkzeuggeometrien festzulegen und zu überprüfen. Der Laserstrahl funktioniert dabei wie ein Abschalter und sendet ein Signal, um die Maschinenachse zu stoppen, wenn er vom Werkzeugprofil unterbrochen wird.
Laser-Werkzeugkontrollen arbeiten berührungslos, damit die Möglichkeit gegeben ist, Werkzeuge zu vermessen und Unrundheiten festzustellen, während sie mit Betriebsgeschwindigkeit rotieren. Die extrem kleinen Dimensionen des Messpunkts erlauben, das Schneidenprofil abzutasten. Das ist mit keiner anderen mechanischen Werkzeugkontrolle möglich.
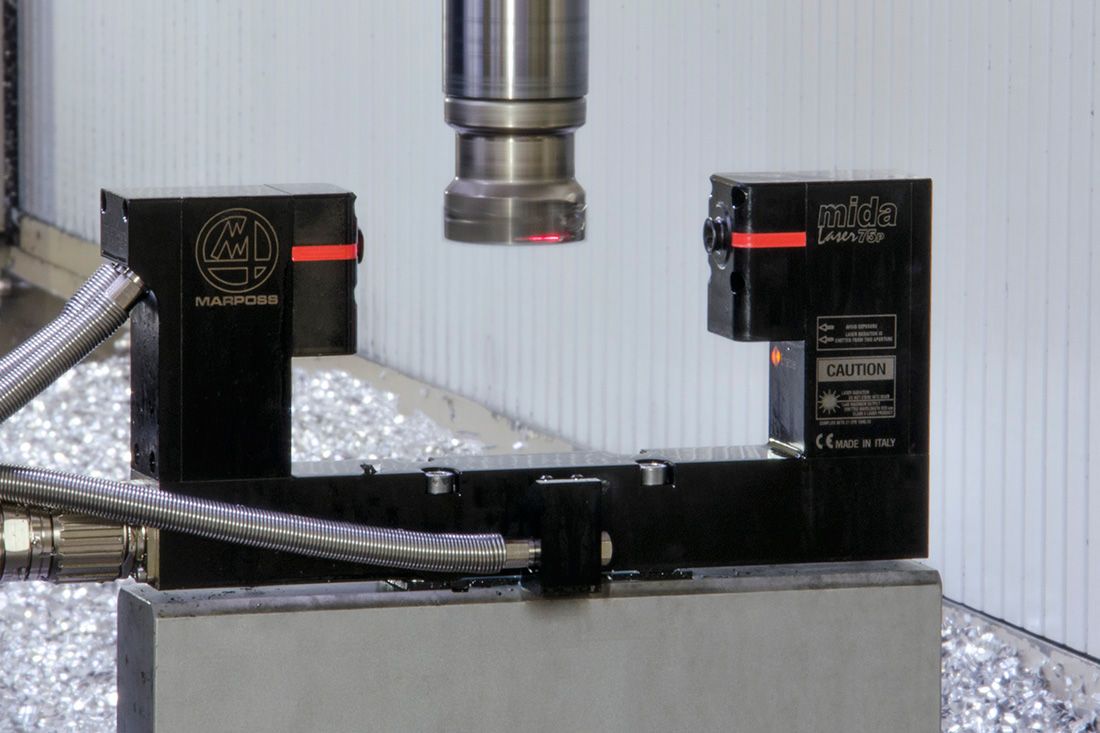
Bei den Marposs-Laserwerkzeugkontrollen werden fokussierte und gebündelte Laserstrahlen verwendet, die sich an die verschiedenen Größen der Maschinenwerkzeuge anpassen können.
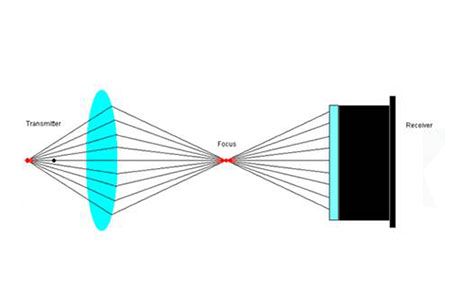
Ein gebündelter Laserstrahl oder Laserstrahl mit Parallelstrahlen wird erreicht, indem man eine Laserquelle im Brennpunkt der Linse platziert, während ein fokussierter Laserstrahl eine Laserdiode hat, die sich außerhalb des Brennpunkts der Linse befindet. In diesem Fall wird der Durchmesser des Laserstrahls extrem klein, bei den Laser-Werkzeugkontrollen von Marposs liegt er bei etwa 0,06 mm. Dieser Messpunkt wird normalerweise in der Mitte zwischen Sender und Empfänger positioniert.
Unsere Laser-Werkzeugkontrolle ist ein System, das den Laserstrahl blockiert. Es besteht aus zwei Modulen, dem Sender und dem Empfänger. Der Schattenwurf des Werkzeugs erzeugt ein Triggersignal (das normalerweise als „Skip-Signal“ bezeichnet wird), wenn 50 % der Zone des Laserstrahls vom Werkzeugprofil bedeckt ist.
Gebündelter Laserstrahl
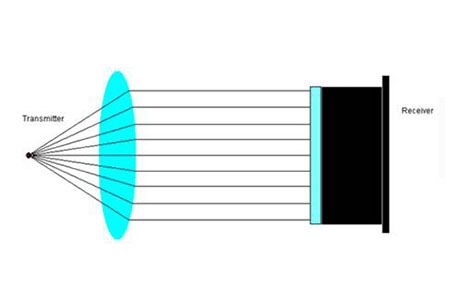
Der Vorteil eines Strahlenbündels liegt im Messpunkt: Es gibt keine besonders bevorzugte Position für die Messung wie bei einem fokussierten System. Der Nachteil liegt darin, dass die Dimension des Laserstrahls, die normalerweise um 1 mm liegt, sich nur für Werkzeuge eignet, die größer als 1 mm sind.
Der fokussierte Laserstrahl bietet, aufgrund seiner geringen Größe an einem Messpunkt, die Möglichkeit, auch extrem kleine Werkzeuge, bis hinunter zu 0,1 mm, zu vermessen und die Integrität des Werkzeugprofils zu kontrollieren, da diese Technik imstande ist, auch kleinste Splitter an der Schneidkante zu erfassen.
Fokussierter Laserstrahl