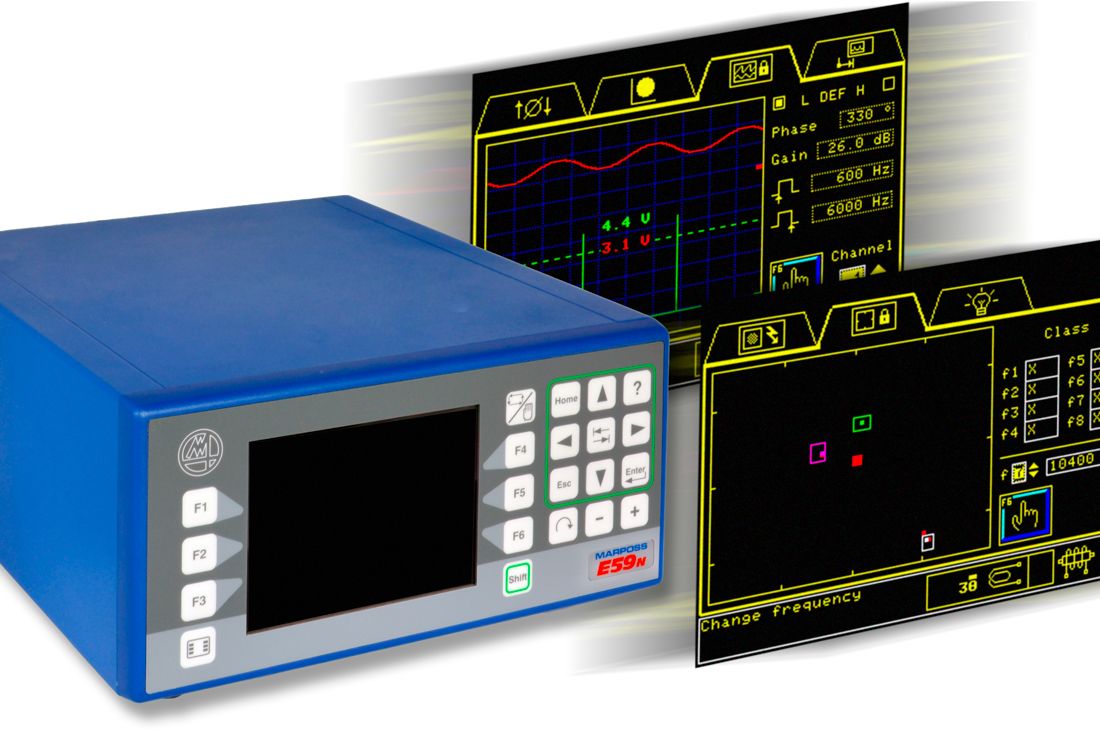
Électronique pour Contrôle de qualité par courant de Foucault
E70S - E59N
E70S et E59N sont des systèmes à courant de Foucault conçus pour vérifier à la fois la qualité de surface et les caractéristiques du matériau à l'aide de têtes sans contact à courant de Foucault. Des essais non destructifs (NDT) avec courant de Foucault (ET) sont utilisés pour contrôler les défauts de surface comme les fissures, pores ou soufflures. Ceci permet de vérifier la précision du traitement thermique et de surveiller le mélange de matériaux, sans endommager ou contaminer les échantillons testés.
Les systèmes électroniques Marposs pour essais non destructifs (NDT) E70S et E59N reposent sur le principe de fonctionnement du courant de Foucault. Cette technique génère sur le spécimen testé le fameux courant de Foucault, composé de petites boucles de courant électrique induit par un champ magnétique variable au cours du temps.
La présence de défauts superficiels ou de différences dans la composition du matériau changera le comportement habituel du courant de Foucault. Ces changements sont détectés par les dispositifs électroniques à courant de Foucault E70S et E59N afin de distinguer les pièces conformes des non-conformes.
Un champ magnétique est généré par une tête à courant de Foucault, spécialement conçue pour les problèmes d'application. La force du champ magnétique est suffisante pour détecter les défauts de surface, ou les différences de matériaux sans risque de laisser une rémanence magnétique sur la pièce testée, pour que son procédé de production soit terminé.
Les systèmes électroniques E70S et E59N peuvent être utilisés en tant que partie d'applications clé en main Marposs, ou comme des composants à intégrer aux applications de clients.
En cas d'incertitudes d'application, Marposs peut étudier la faisabilité du contrôle en réalisant des essais sur pièces fournies par le client, en suggérant la juste combinaison de capteurs et de systèmes électroniques.
Les processus d'usinage comme le tournage, la rectification, le perçage, les traitements thermiques, ou la fusion peuvent générer des défauts qui doivent être détectés afin d'éviter le bris de composants mécaniques ; s'ils ne sont pas décelés, ces composants peuvent compromettre la sécurité de l'utilisateur. L'assurance de qualité de chaque pièce fabriquée montre qu'une technologie adaptée pour contrôler la totalité des pièces produites à des vitesses typiques de la chaîne de production est d'une importance capitale.
Des essais non destructifs (NDT) basés sur le courant de Foucault permettent de tester les propriétés des matériaux sans nécessité de préparation de la pièce comme un nettoyage ou un dégraissage en profondeur. L'E70S et l'E59N, combinés à des capteurs à courant de Foucault spécialement conçus, apportent une solution d'atelier pour systèmes d'inspection automatique de composants de production en série, pour contrôler :
- l'intégrité du matériau à la recherche de défauts de surface de type fissures, porosité, soufflages, etc.;
- les propriétés du matériau afin de vérifier la dureté de la surface et la profondeur de cémentation ;
- l'identification du matériau afin d'éviter les associations de matériaux de pièces à géométrie identique mais en matières différentes.
Grâce aux avantages de la technologie à courant de Foucault ci-après :
- la préparation de la pièce est inutile
- pas de contact entre la tête à courant de Foucault et la pièce contrôlée
- possibilité d'utiliser aussi bien des têtes fixes qu'à balayage
Possibilité de vitesse de test supérieure à toute autre technique d'essais non destructifs (NDT), ce qui permet de l'utiliser pour la réalisation des contrôles en automatique sur toute la production, à titre d'inspection finale.
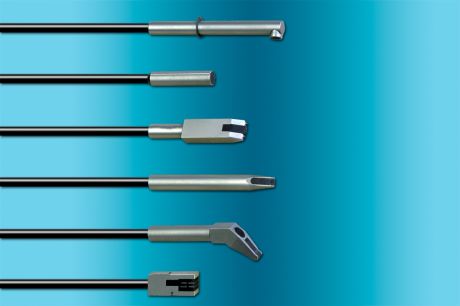
De la vis la plus simple au vilebrequin le plus complexe, avec des solutions automatiques sur mesure et une gamme de plus de 350 têtes à courant de Foucault, tout problème spécifique d'inspection peut être résolu.
- 1 à 12 canaux de test
- fréquence de fonctionnement programmable sur une plage de 10Hz à 10MHz
- DSP (processeur de signal numérique) pour l'analyse de signal
- nombre de sets de paramètres en mémoire : jusqu'à 256
- compensation de la distance tête-pièce pour détection de défaut
- mode multi-fréquence (jusqu'à 8) pour inspection des propriétés du matériau
- fonction d'auto-réglage
- menus guidés
- écran couleur à haute définition
- graphique LCD 320x240 pixels, ¼ VGA
- panneau opérateur local ou distant
- configuration stand-alone ou panneau disponible
- alimentation 24 Vdc (-15/+20) %
- consommation d'énergie 8 A (max)
- branchement E/S : profibus, profinet ou E/S opto-isolées
- BCD/Binaire : 32 (16 out, 8 in,8 in/out programmable)
- E/S dédiées à haute vitesse
E59N
Système électronique à courant de Foucault, pour petites applications automatiques ou bancs ; gère jusqu'à 4 canaux dans les configurations ci-après :
- jusqu'à 4 canaux pour recherche de défauts (8 têtes max. avec fonction interne de multiplexage)
- jusqu'à 4 canaux pour contrôle de dureté
- 2 canaux pour recherche de défauts + 2 canaux pour contrôle de dureté
E70S
Système électronique à courant de Foucault, pour applications automatiques complexes ou bancs, gère jusqu'à 12 canaux dans les configurations ci-après :
- jusqu'à 12 canaux pour recherche de défauts (24 têtes max. avec fonction interne de multiplexage)
- jusqu'à 4 canaux pour contrôle de dureté
- combinaison de recherche de défauts et de contrôle de dureté en fonction des besoins de l'application
VILEBREQUIN
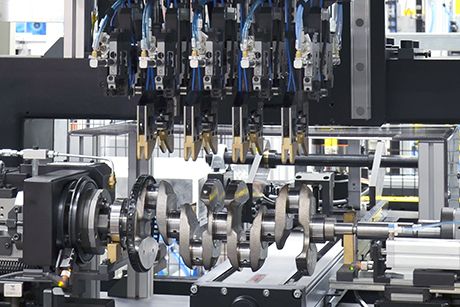
Dispositif M110 pour recherche de fissures et porosité sur vilebrequin
3 unités électroniques E70S sont connectées à 30 capteurs ND pour contrôler les cinq principaux paliers, quatre paliers d'axe, et le flasque du vilebrequin.
ARBRE À CAMES
Moteurs à combustion interne, compresseurs et pompes ne sont que quelques composants équipés d'arbres à cames excentriques qui actionnent d'autres pièces mécaniques. Les procédés de fabrication de ces pièces, ainsi que les traitements thermiques et les processus d'usinage mécanique qui en découlent, peuvent générer la formation de défauts de surface, de type :
- Porosités
- Fissures provoquées par les traitements thermiques
- Fissures dues à l'usinage mécanique, comme le tournage et la rectification
- Cavités et lacunes dues aux retraits de coulée
La présence de ces défauts peut donner lieu à la rupture de l'arbre à cames sous tension, en compromettant le bon fonctionnement du produit fini. La qualité de la surface de l'excentrique doit être contrôlée au cours du processus de production de chaque arbre à cames ou de chaque came.
La géométrie complexe des cames a toujours exigé un recours à des procédures de test consistant soit en un contrôle manuel (de la part d'un opérateur) soit à des essais avec technologies difficiles à automatiser, comme les liquides pénétrants et/ou la poudre magnétique, qui nécessitent une gestion compliquée du cycle de la pièce en termes de nettoyage.
La solution développée par Marposs utilise les courants de Foucault qui, grâce à une conception particulière des capteurs, permet de réaliser l'inspection des surfaces concernées directement sur les chaînes de fabrication pour un contrôle vraiment complet.
Les têtes Marposs sont uniques par la présence de petits diamants logés dans le corps des capteurs, permettant aux têtes, montées sur des suiveurs mécaniques, de rester à la bonne distance de travail de la pièce, en suivant le profil à la recherche de fissures et de porosité.
La forme particulière des diamants et la force de contact à laquelle les capteurs sont pressés sur la surface des pièces en cours de test, garantissent un positionnement mécanique correct sans endommager la surface inspectée.
L'inspection consiste au balayage de toute la surface selon un mouvement rotatif de la came et à un mouvement de translation des capteurs afin de contrôler, dans une spirale suffisamment compacte, toute la surface utile de l'excentrique.

Dispositif M110 pour recherche de fissures et de porosités sur arbre à cames
Deux E70s sont connectés à 16 capteurs ND pour le contrôle simultané de dix lobes et six tourillons de l'arbre à cames. Les capteurs balaient toute la surface de l'arbre.
ALÉSAGE DE CYLINDRE
Les procédés de fabrication de carters cylindres pour moteurs peuvent connaître la formation de défauts à l'intérieur des alésages de cylindres, de type porosité (due aux problèmes de fusion sur les carters cylindres en fonte ou en aluminium) et fissures (à la suite de problèmes d'assemblage d'alésages en acier sur les modèles principalement en aluminium).
La présence de ces types de défaut compromet à la fois la fiabilité du moteur et ses performances en termes de pollution. Un excès d'huile logé dans la surface poreuse augmente les émissions polluantes dans l'atmosphère, en rendant le moteur non conforme aux normes en matière d'émissions. L'identification des défauts de surface est donc fondamentale pour éliminer les composants non conformes du cycle de fabrication.
Ces types de défaut peuvent être identifiés avec la technologie du courant de Foucault et un tampon rotatif spécialement conçu par Marposs pour inspecter la surface intérieure des alésages de cylindre.
Le tampon N.D. est équipé de deux têtes à courant de Foucault (opposées l'une à l'autre) qui tournent à une vitesse entre 1000 et 3000 tr/min, en fonction du temps de cycle de la ligne.
Le tampon est disponible en deux versions :
- Test N.D. seulement, avec possibilité de maximum trois sections de diamètre différent
- Test N.D intégré, avec test dimensionnel pneumatique
La solution test N.D. intégré et dimensionnel permet un test complet de l'alésage de cylindre en termes de qualité (présence de défauts de surface) et de géométrie, en contrôlant le diamètre, l'ovalité et la conicité avec deux sections de mesure pneumatique à angles droits X-Y.
La solution intégrée apporte de nets avantages en réduisant les temps de test, la taille et les coûts de l'application.
Les applications peuvent être complètement intégrées aux chaînes de production, en complétant l'inspection du carter cylindre par ajout des tampons pour les alésages de cylindres, d'un tampon pour l'inspection d'axe d'arbre de moteur. La machine d'inspection finale et résultante du carter vient compléter les tests de dimensions et N.D.
En fonction de la vitesse de production de la chaîne, la machine sera conçue avec un ou plusieurs tampons pour tester tous les carters cylindres par étapes ou en même temps.
La structure mécanique de l'application présente des tampons adaptés à des contrôles du refus d'introduction qui garantissent une insertion parfaite dans les alésages de cylindre, même en présence de légers décalages dans le carter.
Le système a aussi été développé pour cartographier chaque défaut à l'intérieur de l'alésage de cylindre de manière à définir des zones à sensibilité différente, comme la chambre de combustion (où de petits défauts doivent être identifiés) ou le plan de roulement
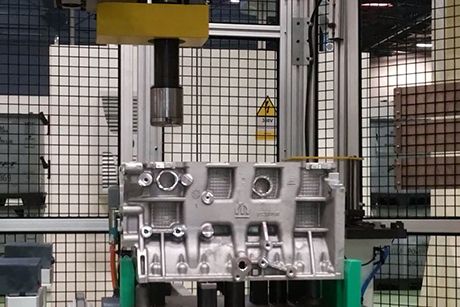
Machine M125 pour recherche de porosité et contrôle dimensionnel sur les alésages de cylindre du bloc-moteur
L'unité électronique E70s est connectée à des capteurs ND montés sur le tampon rotatif pour le test de porosité des quatre alésages de cylindre. Le temps de balayage pour toute la surface intérieure d'un alésage simple est de 4 à 5 secondes. Le tampon est aussi équipé de buses à air pour le contrôle dimensionnel de l'alésage de cylindre. La taille du diamètre est affichée sur l'unité électronique E9066.
MOYEU

Machine M100 pour recherche de fissures et de porosité sur moyeu
L'unité électronique E70s est connectée à 10 capteurs ND qui balayent en même temps toute la surface de la pièce pour recherche de fissures et test de porosité.
DISQUE DE FREIN

Banc M50 pour recherche de fissures et de porosité sur moyeu
L'unité électronique est connectée à 12 capteurs ND qui balaient toute la surface en même temps à la recherche de fissures et de porosité.
AXE DE PISTON / ARBRES
La nécessité de réaliser des tests Non Destructifs avec des courants de Foucault sur toute la production de pièces à géométrie cylindrique telles qu'axes, tiges d'amortisseurs, rouleaux pour roulements, etc. a conduit au développement du système de tête rotative Marposs.
La tête rotative permet d'identifier les défauts de surface sur la partie externe de pièces testées avec deux têtes à courant de Foucault opposées l'une à l'autre.
Le système de transmission de signal sans contact élimine le problème de contacts glissants nécessitant une maintenance du système.
Les têtes à courant de Foucault tournent à des vitesses élevées (jusqu'à 3000 tr/min) autour de la pièce en cours d'inspection, en balayant toute la surface selon un mouvement hélicoïdal qui garantit que le test est réalisé sur toute la partie extérieure. Les variations de distance entre la tête et la pièce ne sont pas problématiques grâce à la fonction de compensation automatique de la distance.
Les défauts typiques des pièces contrôlées sont la porosité, les fissures et les lacunes de matériau dues au procédé de fabrication, à l'usinage mécanique et aux traitements thermiques.
La vitesse de rotation de la tête peut être adaptée aux exigences de production afin d'inspecter des pièces sur la chaîne de fabrication, avec des vitesses de transfert de pièce pouvant atteindre 6 m/min. La plage d'inspection du diamètre varie couramment d'un minimum de 4 à un maximum de 70 mm. La longueur de la pièces est virtuellement illimitée.
Grâce à un logiciel unique de traitement du signal de la tête à courant de Foucault (AED Automatic Edge Detection/Détection Automatique des Bords), le système est capable de détecter automatiquement le début et la fin de la pièce, en activant et désactivant la mesure sans nécessité d'autres capteurs externes. Le traitement peut aussi être suspendu si la pièce présente des cannelures qui doivent être exclues du contrôle.
Les unités électroniques Marposs E59N ou E70S peuvent gérer indépendamment la file de pièces produites avec la logique à registre à décalage intégrée, en utilisant un système de ségrégation des rebuts sur la chaîne ou en fournissant l'information à la logique de la machine.
Le système peut être installé directement en aval de la dernière opération de rectification en tant qu'unité autonome, et intégré directement au convoyeur existant ; la station d'inspection sera ainsi extrêmement compacte et facile à entretenir.
Le système de tête rotative peut être intégré avec les options ci-après :
- une unité d'éjection des rebuts
- un système d'inspection pour un traitement thermique correct avec capteur annulaire
- un système de démagnétisation avant le test N.D.
L'équipement a été conçu afin de résoudre le problème de l'inspection à 100 % axes de pistons / arbres le plus près possible de la chaîne de production sans nécessité de manipulation particulière de la pièce de manière à ce que l'espace et les coûts restent les plus réduits possible.
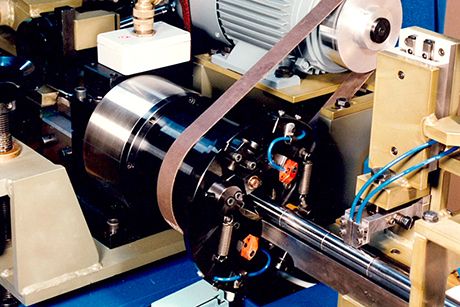
. CONTRÔLE N.D. SUR RECTIFICATION SANS CENTRE
La demande sans cesse grandissante d'un contrôle de qualité couvrant la totalité de la production exige des solutions techniques flexibles qui puissent garantir les plus hautes performances à des coûts raisonnables.
Les défauts de surface peuvent être identifiés sur la partie extérieure de pièces mécaniques cylindriques de type axes, pistons pour systèmes de freinage, tiges d'amortisseurs à gaz, barres cylindriques, bielles de direction, chevilles et autres. Cette opération est assurée de façon originale et sûre en intégrant le contrôle ND directement à la rectifieuse sans centre et en effectuant le test pendant le cycle d'usinage.
En utilisant la stabilité mécanique des pièces, garantie par les opérations de rectification, et du fait qu'elles sont tournées et déplacées par la rectification, Le contrôle ND peut être effectué au cours de l'usinage mécanique. Cette opération est effectuée sans nécessité de stations supplémentaires sur la chaîne de production, en optimisant ainsi les temps de contrôle.
Marposs a développé des capteurs ND à technologie de courant de Foucault de différentes formes et tailles, à adapter directement à la butée mécanique qui guide les pièces au cours de leur transit dans le processus de rectification.

Les matériaux et les technologies adoptés pour les capteurs à courant de Foucault sont intégrés aux capteurs, ce qui garantit leur totale imperméabilité pour s'adapter aux environnements les plus hostiles. Ils peuvent également être utilisés pour détecter des défauts de surface sur la partie supérieure, de type micro-fissures, pores et soufflages.
Des fonctions logicielles sont spécialement destinées aux contrôles sur rectifieuses sans centre. Le dispositif électronique peut activer out désactiver automatiquement la mesure pendant le passage de pièces, sans capteurs externes supplémentaires, comme les microrupteurs inductifs ou mécaniques.
La tête à courant de Foucault identifie le début de la pièce de façon indépendante, pour que le contrôle ND puisse être activé à quelques millimètres du bord de la pièce. Ceci est fait en étant maintenu à l'extrémité opposée de la pièce.
Les spécifications du logiciel permettent aussi l'exclusion automatique de sections de surface non impliquées sur un plan fonctionnel et qui peuvent tolérer des défauts de surface.
Le paramétrage du cycle de contrôle garantit que le système de contrôle puisse s'adapter aux variations de la pièce même en présence de cannelures, axiales ou croisées.
Le système a la capacité de gérer une file de pièces produites. Si une pièce s'avère anomale, l'unité électronique enregistre l'information. Ensuite, par le biais de la logique intégrée, elle transfère la pièce à la station où un dispositif mécanique d'éjection sortira le rebut de la chaîne.
CND BOSSAGES DE CAMES
CND ALÉSAGES DE CYLINDRES
BROCHURES AND MANUALS
| Brochure | |
|---|---|
| Anglais |
E59N: (236.14kB)
E70S: (221.17kB) |
| Italien |
E59N: (310.87kB)
E70S: (374.82kB) |
| Allemande |
E59N: (315.03kB)
E70S: (228.39kB) |
| Français |
E59N: (273.10kB)
E70S: (230.53kB) |
| Czech |
E59N: (319.05kB)
E70S: (400.85kB) |
| Japonais |
E59N: (587.31kB)
E70S: (666.52kB) |