Bris d'outil sur centres d'usinage
L'absence de détection de bris d'outil au cours d'un processus d'usinage risque d'avoir des conséquences dévastatrices sur la production.
Tout d'abord, chaque pièce que fraisera l'outil endommagé à partir du moment de sa cassure sera mise au rebut. Cette situation s'aggrave en cas de production sans personnel, où de nombreuses heures passeront avant qu'un opérateur identifie le problème.
Ensuite, dans les processus comme l'alésage, les outils utilisés sur une pièce après leur bris sont probablement endommagés car ils risquent d'enlever plus de matière qu'attendu, et prévu par leurs caractéristiques.
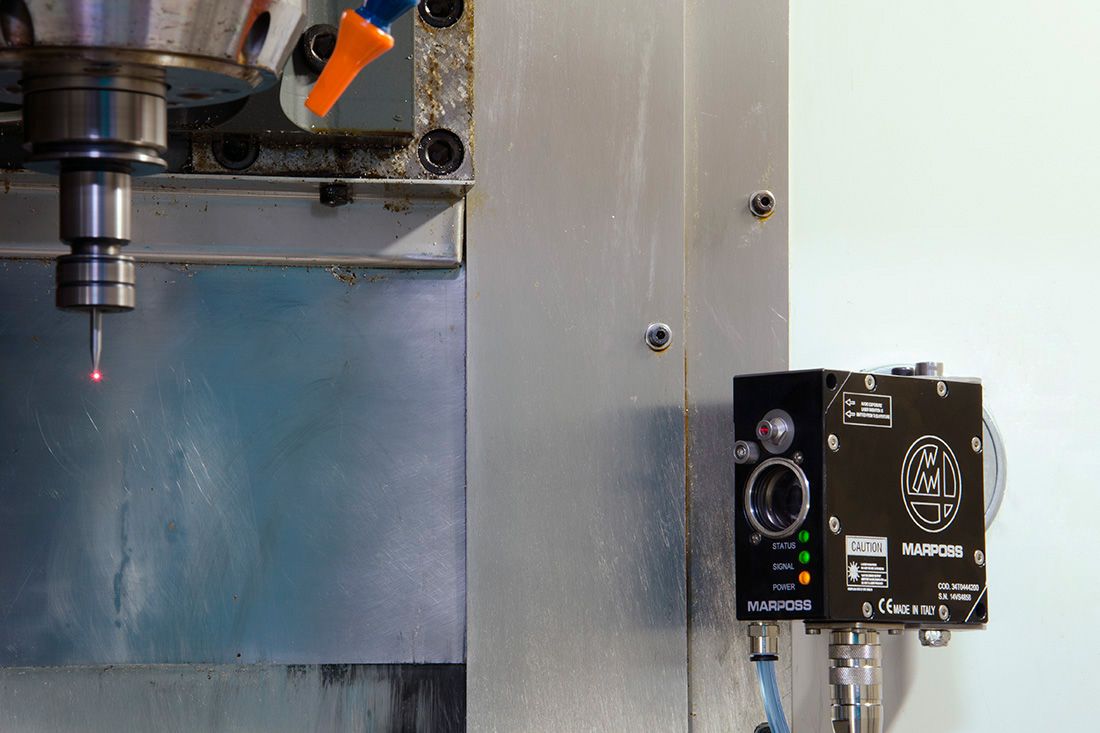
Pour éviter ce type de perte et de coûts, il est impératif d'équiper la machine d'efficaces systèmes de contrôle d'intégrité d'outil, qui identifient le moindre bris juste après un processus d'usinage.