Spezielle Taktile Messung Von Rotorkomponenten
Die Übereinstimmung mit dem Qualitätsstandard, der in der Serienfertigung von so wichtigen Komponenten wie dem Rotor elektrischer Antriebsmotoren gefordert ist, setzt voraus, dass das Teil nach jeder Bearbeitung mit geeigneten Post-Prozess-Messapplikationen überprüft wird, sowohl in der Maschine als auch außerhalb der Fertigungslinie.
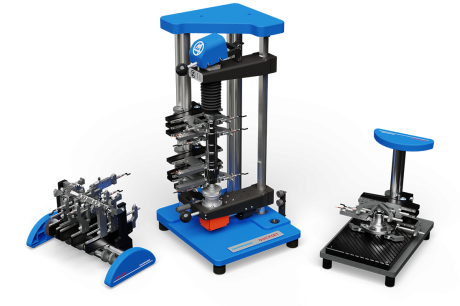
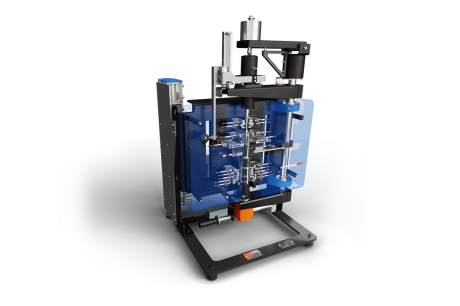
Die Verwendung kundenspezifischer Einrichtungen auf der Grundlage taktiler elektronischer Technologien gewährleistet maximale Genauigkeit, Zuverlässigkeit und kürzere Zykluszeiten, wie sie normalerweise in den rauen Umgebungsbedingungen von Post-Prozess-Messungen in der Fertigungslinie erforderlich sind.
Es können verschiedene Messlösungen nötig sein, je nach Art der Rotoren:
- Permanentmagnet-Rotoren für bürstenlose Synchronmotoren
- Gewickelte Läufer für fremderregte Synchronmotoren
- Käfigläufer für Asynchronmotoren
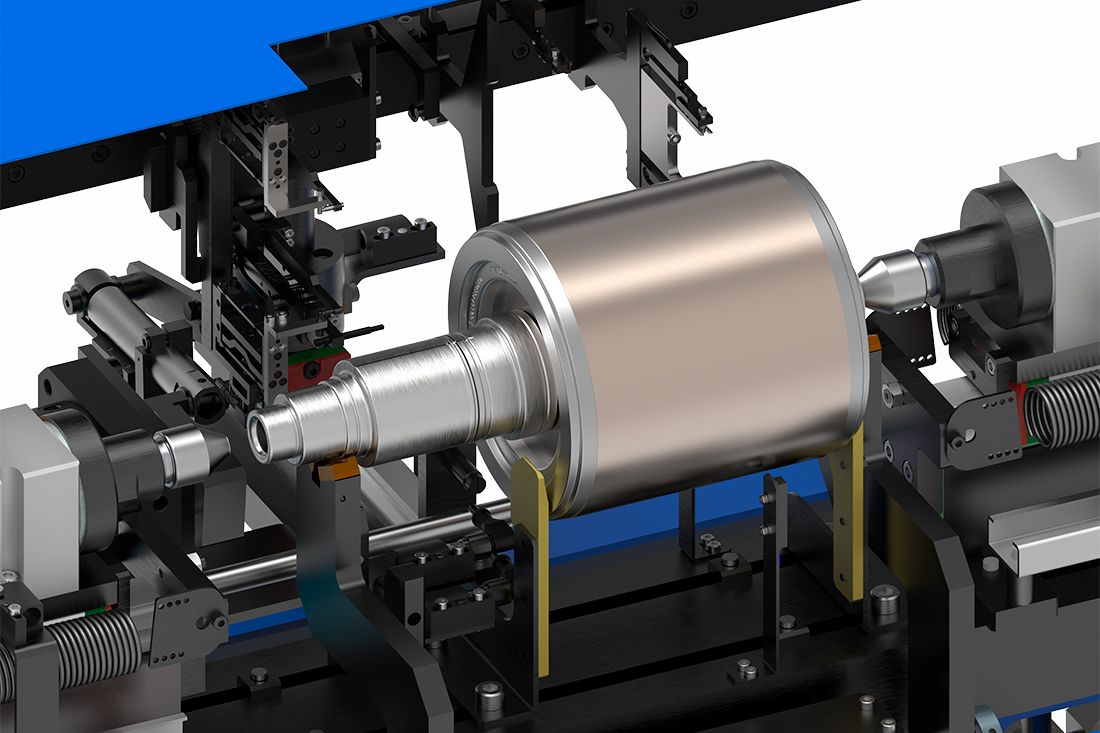
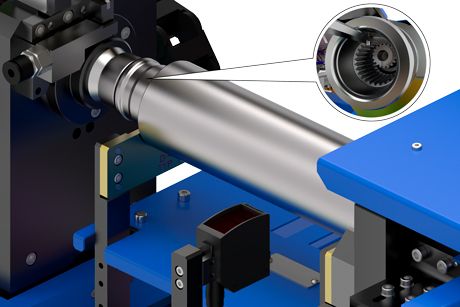
Bei der Bearbeitung von Rotorwellen erlaubt es die taktile Lösung, Messungen des Durchmessers und der Rundheit an den Lagerhalterungsbünden mit höchster Genauigkeit vorzunehmen. Ausführungen mit einem schwimmenden und selbstzentrierenden Meistergetrieberad werden genutzt, um das radiale Einkugelmaß OBR und die Rundlaufabweichung sowohl der inneren als auch der äußeren Verzahnung in Bezug auf die Lagerachse zu erfassen.
Die Post-Prozesskontrolle des Stack-Blechpakets nach dem Drehen ist die Voraussetzung dafür, dass der folgende Schritt der Montage an der Rotorwelle garantiert korrekt erfolgen kann.
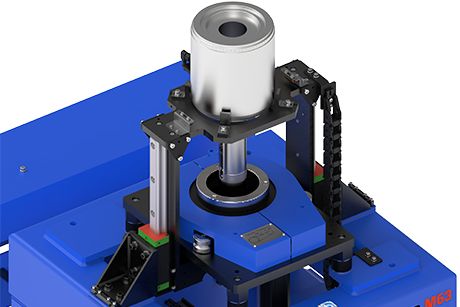
Die letzte Qualitätskontrolle vor oder nach dem Auswuchten, in der Fertigungslinie oder außerhalb, dient zur Überprüfung der Rundlaufabweichung des Stacks; dies ist ein notwendiger Schritt, um den Luftspalt beim nächsten Schritt der Montage am Stator und am Motorgehäuse zu minimieren.
- Extrem kurze Zykluszeiten für die Kontrollen in der Fertigungslinie bei Massenproduktionen
- Höhere Unempfindlichkeit gegenüber Kühlmitteln oder Schmutz
- Messung der echten Rundheit an den Lagerhalterungsbünden
- Dynamische Messung der Rundlaufabweichung der Verzahnung
- Bau genau nach Anforderungen und Spezifikationen des Kunden
- Robuste Ausführung
- Genau auf die Anforderungen der Kunden zugeschnitten
- Messlösung für Rotorwellen nach den verschiedenen Bearbeitungsschritten (Drehen, Schleifen)
- Messlösungen für das Blechpaket
- Messlösungen für die komplette Rotor-Baugruppe