电机反电动势检测
当绕组受时变磁场的作用时,会产生感应电压,由此产生的电流又产生新的磁场,该磁场与初始的磁场变化相反。
在永磁电机中,定子绕组中的电流产生磁场,该磁场与转子磁体相互作用,产生扭矩,驱动转子旋转。然而,由于转子采用了永磁体材料,转子的旋转产生可变磁场,该磁场产生一个穿过定子绕组感应电压,该电压与供电电压的方向相反。这种现象被称为反电动势或BEFM,其振幅与电机的转速成正比。

在量产线上检测反电动势是电机质量控制中的关键步骤,特别是永磁同步电机(PMSM)的质量控制。反电动势与转子磁体所产生的磁场强度成正比,因此,如有任何异常,例如磁体损坏、部分退磁或磁体不完整,都将导致反电动势低于预期值。该异常现象将对电机性能产生影响。
马波斯可提供不同的检测方案,以控制和验证特定部件,允许用户在所需的生产阶段检测反电动势。
在转子装配线末端检测
在此生产阶段,转子尚未装入到定子中。因此,为检测反电动势,必须在测台上安装一个定子试样,试样为检测设备的一部分,目的是采集检测设备端子上所产生的电压信号,以分析反电动势。
其中的关键是测台的机械结构设计,机械结构必须可以确保在上下料和检测期间,转子与定子之间精确对准。对准装置必须稳定且精准,只有这样才能确保结果可靠且可重复,特别是在检测大型电机如电动车的牵引电机。
对成品电机进行检测
反电动势测试也可以在完成组装的成品电机上进行,此时转子和定子已经完成安装。
该方案可以通过两种测试方法对电机进行测试:
- 反电动势标准检测:在待测电机未通电,由带主动制动器的机械联轴器带动旋转。
- 反电动势动态检测:待测电机通电并可空载旋转(无外部负载)。
对成品电机进行反电动势测试的一个显著优势在于,它完成了对电机性能的最终评估,确保所有电气和机械部件都安装合格且功能正常。
磁化缺陷的详细分析
值得注意的是,反电动势检测为可能的磁化缺陷提供了十分有用的功能性信息,但可能无法对局部缺陷及其原因进行详细分析,这对追溯生产工艺本身是很有必要的。
为此,建议在转子量产线末端采用磁场成像仪通过集成在 OQL (OptoQuick)等尺寸量仪上的霍尔传感器进行测量。
通过直接测量在量产线末端验证转子磁场分布的正确性,可以对电机进行反电动势功能测试,从而最大限度地降低拆解缺陷转子的风险。
成品电机的反电动势测试可以通过以下两种主要方式之一进行:
- 反电动势标准检测法
这是传统的标准反电动势检测法,电机检测期间不通电,通过带主动制动器的机械联轴器带动电机旋转。
一旦被测电机达到所需的转速,电机保持恒速旋转运动,在此期间采集相间的三个电压值。分析所采集的三个信号:
- RMS值(均方根值)
- 最大峰峰值
- 使用FFT(快速傅里叶变换)的频谱分析
- 总谐波失真(THD)
- 对三个信号同时进行纹波分析
在量产中,主动制动测台结合AMT320/W系统,可在反电动势检测之外,进行摩擦测试、齿槽/扭矩波动、扭矩测试等。
或者在研发阶段,测台结合ATC320/W系统,对电机进行特性测试,确保对其性能的深入分析。
2.反电动势动态检测法
对于不需要主动制动器的其它检测项目,马波斯特别研发了一种检测方法,可直接为待测电机供电以采集反电动势信号。
通过逆变器将电机的转速达到目标转速,一旦达到目标转速,系统会等待一段可设置时间,然后自动断开逆变器。在电机后续减速阶段,采集三个相间的感应电压。
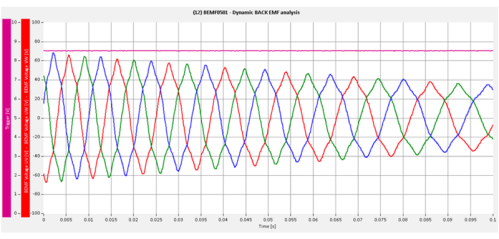
该检测方法的主要优点是无需主动制动器,测台简单,成本低。
马波斯提供以上两种检测方案,无论是高度自动化的在线检测,还是自动化程度较低或完全手动的实验室或小批量生产测台。