硬车与在线测量均聚焦共同目标:精度优于1 μm
要求
在自动生产环境中,连续生产工件并保持微米级的公差,而且不仅要确保生产质量,还要实现工件的测量结果文档化和可追溯性。
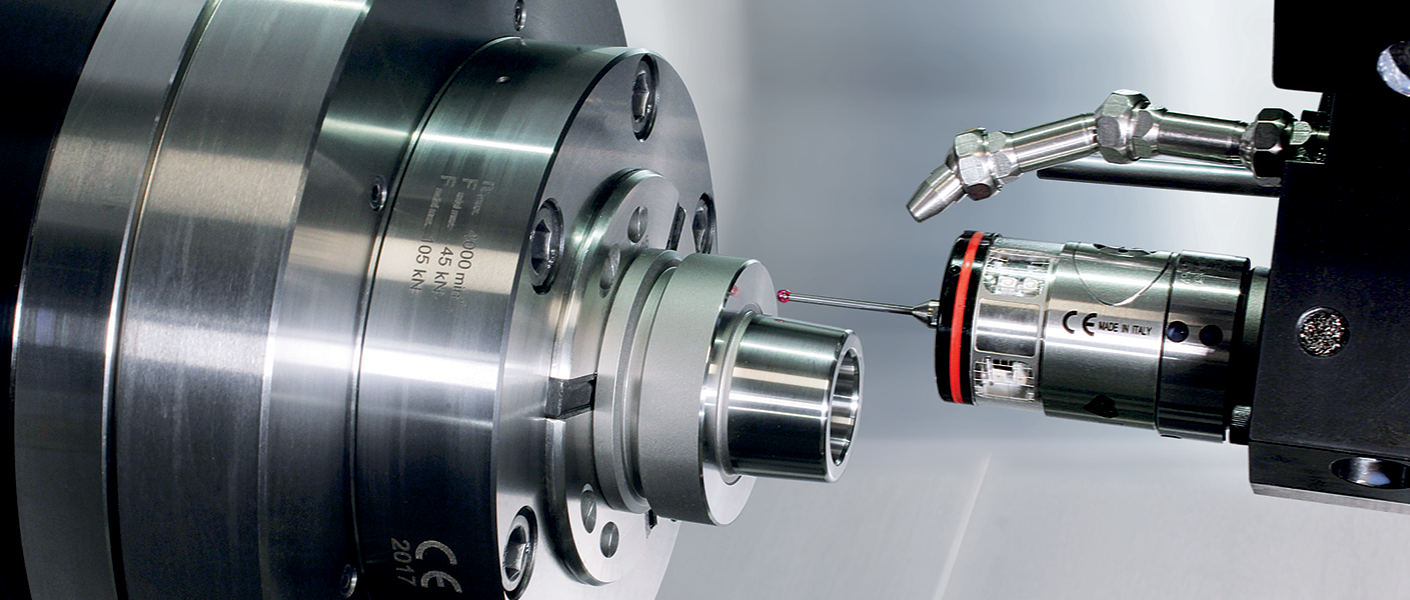
具体任务是在刀柄上取两点测量锥柄并测量端面。对锥柄的测量允许公差都为±2 μm。此外,还需要测量内孔、内侧的夹紧轴肩位置和卡槽深度。在加工前设置零点。
应用
Alsto Präzisionsspannwerkzeuge公司位于德国蒂宾根附近的布尔拉丁根(Burladingen),14年来专注于生产量身定制的精密夹刀系统。产品包括HSK刀柄和SK筒夹、铣刀杆、热缩夹头和侧固(Weldon)刀柄,还包括紧固螺母和螺栓。为加工这些夹紧工具,Alsto选用硬车工艺加工。因此,需要达到极高的加工精度。Alsto长期使用哈挺(Hardinge)硬车精密车削中心生产产品。Alsto新近购买一台T65SP MSY车削中心,用其加工IT4级公差的工件,这样的公差也是哈挺(Hardinge)硬车精密车削中心多年保持的标准精度。
新机床不仅可以精密生产,Alsto还能通过此车削中心提供有关工件的不同测量数据,并将测量数据文档化。哈挺(Hardinge)选用马波斯测量技术实现这些任务。许多机床都标配 VOP40p ,Alsto同样选用这款测头。而且,马波斯携手哈挺(Hardinge)共同为客户提供量身定制的测量方案。双方合作融洽,新机床完全达到了Alsto公司总经理Alber的预期。
系统上的各功能部件与软件需要充分协同并调试,只有这样才能实现所需的高重复测量精度。Alsto、哈挺(Hardinge)和马波斯三方持续保持沟通和交流,整个测量系统最终实现了“muggaseggele”的重复精度。在德语中,“muggaseggele”表示“非常小”,这里指重复精度可达到0.7 μm。
以硬车替代磨削
哈挺(Hardinge)车削部产品和销售经理Markus Günschmann介绍说:“我们的车削中心可实现标准精度,客户可进行硬车加工,取代磨削。实现全部尺寸公差、形位公差和表面质量合格。优点包括加工速度快,全工序步骤少,因此可显著缩短交货时间。切屑和冷却液管理的优势同样显著,至少避免了购置成本。
”哈挺(Hardinge)T系列数控车削中心是精密硬车的理想选择。一次装夹可完成复杂工件的多种加工。Alsto公司的T65SP MSY车削中心搭载冷却主轴,转速可达4,000 rpm,主轴同心度优于0.7 μm,各进给轴的重复精度达0.76 μm。

解决方案
测量解决方案
为应对苛刻的工艺要求,Alsto公司采用精密的VOP40p光学传输测头。自动检测机床轴位置,定位工件和精密测量工件。结合相应的软件,可及时修正刀具磨损所导致的偏差。
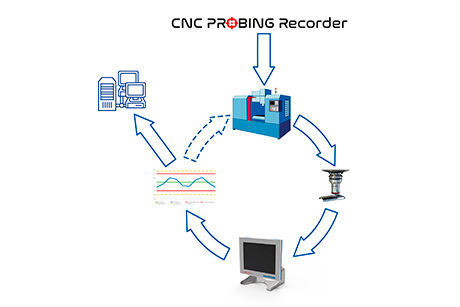
“数控探测记录系统”助力实现高工艺可靠性
“数控探测记录系统”软件可将所有机床上的在线测量数据文档化。此软件通过以太网接口连接数控系统,并根据工艺提供相应的测量数据,包括公差上限和下限。结合工件ID,可保存相应工件的所有测量数据。此外,此记录系统可评估加工期间的主要绩效数据,例如过程能力指数(CpK)和过程性能指数(PpK)。以这些指标计算值为基础,可创建各工件、各测量类型和各统计过程的报表。
优点
VOP40p传感器采用压电测量原理,2 σ的重复精度达0.25 μm,测量速度达3,000 mm/min。光信号传输抗光干扰能力强。可在有限空间内安装多个系统,特别适用于多通道频率的使用。马波斯的在机测量产品还包括Mida Tool Eye,这是一款高精度的车刀测量系统。
在日常生产中,相关数据全面一目了然的显示至关重要。为此,“数控探测记录系统”提供统计图功能,可彩色标记工件的合格与不合格。
结论
生产结束后,通过一体化的测量、文档化和上下料系统,Alsto公司成功实现了连续、自动生产,全系统的重复精度达到预期的1 µm以内。这是Alsto、哈挺(Hardinge)和马波斯三方互动交流、精诚合作结出的硕果。
详细了解 铣削和加工中心解决方案Milling and machining centers