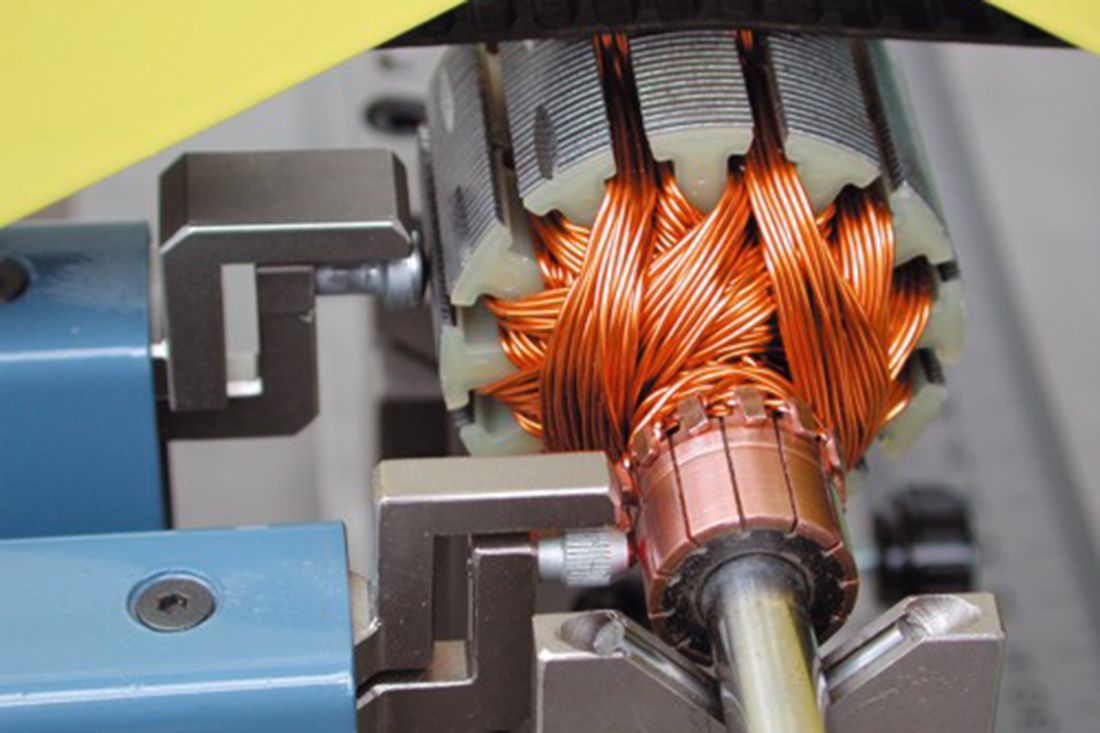
Profilkontrolle des Kommutators und Analyse nach dem Drehen
ANKERPRÜFUNG BEI ELEKTROMOTOREN
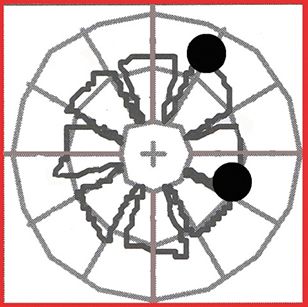
Dieses System analysiert die Konturen des Kommutators und berechnet die geometrischen Merkmale, nachdem die Nuten mithilfe eines „Filterprozesses“ vom ursprünglichen Profil entfernt wurden.
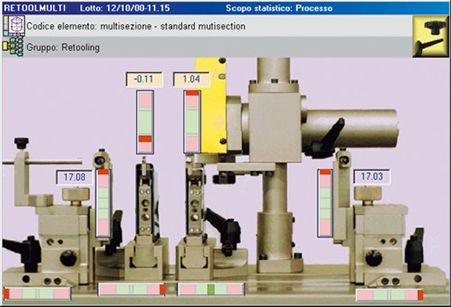
Das Messstativ vergleicht die Ankerwelle mit den Referenzen der Aufnahmeprismen und reproduziert so den Verarbeitungszustand.
BESCHREIBUNG
DURCHGEFÜHRTE MESSUNGEN:
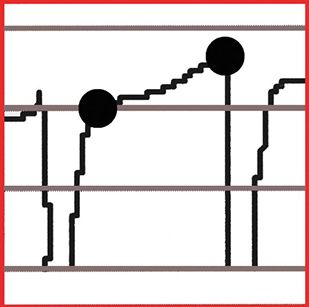
- LAMELLE ZU LAMELLE: Dabei handelt es sich um den vertikalen Spalt zwischen zwei nebeneinander liegenden Rändern an nebeneinander liegenden Lamellen. Diese Spalten werden alle errechnet. Am Ende wird der ungünstigste Fall angezeigt; die übliche Toleranz beträgt dabei 3 µm. Wenn die gemessenen Werte den Toleranzwert überschreiten, hat das sehr negative Folgen auf die Lebensdauer des Motors.
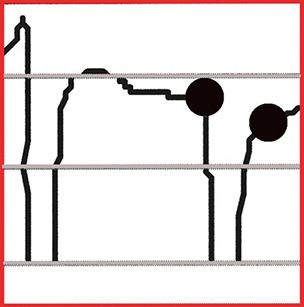
- LAMELLENERHÖHUNG - DELTA-WERT LAMELLE: Dies ist die TIR (Ablesungsdifferenz) jeder einzelnen Lamelle. Diese TIR werden alle errechnet. Am Ende wird der ungünstigste Fall angezeigt; die übliche Toleranz beträgt dabei 5 µm. Der Wert hängt mit dem Zustand des Drehwerkzeugs zusammen und zeigt an, wann ein neues Werkzeug eingesetzt werden muss.
- TIR: Die Ablesungsdifferenz wird unter Berücksichtigung aller Lamellen berechnet. Die übliche Toleranz beträgt 10 µm. Dieser Wert gibt an, ob die Welle gebogen ist und weist auf mögliche Probleme beim Montageverfahren der Teile hin.
- KOMMUTATOR-DURCHMESSER: Die übliche Toleranz beträgt 200 µm.
- RUNDHEIT: Die übliche Toleranz beträgt 5 µm.
MÖGLICHE WEITERE KONTROLLEN AM ANKER:
- Winkel zwischen entsprechendem Kommutator und Nutpaketen (Umschaltung). Diese Kontrolle wird durchgeführt, wenn die Nutpakete gerade sind oder wenn der Abschnitt, der überprüft wird, mit einer Seite der Welle in Bezug gesetzt wird.
- Paket-TIR
- Paketdurchmesser
- Paket-TIR in verschiedenen Abschnitten
- TIR der Lagerschulter
UMRÜSTBARKEIT DES MESSSTATIVS
Mit dem Standardstativ können alle Anker in folgenden Messbereichen kontrolliert werden:
- Lagerdurchmesser: 3 - 17 mm (1/8 - 11/16“
- Kommutator-Durchmesser: max. 60 mm (2 3/8“)
- Durchmesser des Blechpakets: max. 120 mm (3 15/16“)
- Abstand zwischen Lagern: max. 300 mm (11 13/16“
- Auf Anfrage sind Messvorrichtungen für besondere Messbereiche erhältlich
- Der Teilwechsel ist sehr bedienerfreundlich und erfolgt mithilfe der selbstlernenden Umrüsttechnik
Diese Technik leitet den Bediener bei der Umsetzung aller verstellbaren Bestandteile der Messvorrichtung an. Die jeweilige Position wird mit Sensoren erfasst und an virtuellen Skalen angezeigt.
NUTZEN
- Wiederholte Ergebnisse, da die Algorithmen immer gleich sind.
- Das Messverfahren ist reproduzierbar, da es nicht durch subjektive Beurteilungen beeinflusst wird.
- Die Messwerte werden einzeln ermittelt, die Filterparameter für jede Teilenummer können ganz leicht und klar fein geregelt werden.
- Die modulare Bauweise erlaubt, auch später noch Module für weitere Vorgaben hinzuzufügen.
- Die optionale selbstlernende Umrüstfunktion ist von großem Vorteil, wenn die Einheit verwendet wird, um viele verschiedene Werkstücke zu messen.
- Software-Upgrades können mithilfe eines persönlichen Passworts direkt online heruntergeladen werden.
- Kundendienst weltweit
- Post-Prozess-Funktionen erhältlich.
- Verbindungsmöglichkeiten zur Verwendung von Netzwerk-Utilities, zum Beispiel zur Datenübertragung, zum Drucken usw.
- Die gesammelten Messdaten können in qs-STAT oder in das Excel-Format übertragen werden, um personalisierte Berichte zu erstellen
- Die allgemeine Systemleistung kann wissenschaftlich überprüft werden. Dazu wird ein Meister mit Formfehlern verwendet (der normalerweise mit dem Messstativ mitgeliefert wird)
- Dieses Messsystem wurde auf der Grundlage der Erfahrungen mit einer großen Bandbreite an Produkten entwickelt, die an Hersteller auf der ganzen Welt geliefert wurden. Diese Erfahrungen bildeten und bilden die Basis für unser großes Know-how und ermöglichen es uns, immer neue Funktionen für die wachsenden Anforderungen zu entwickeln.
- Aus den oben genannten Gründen stellt dieses Produkt den anerkannten Standard in seinem Bereich dar.
- Eine Version mit Messvorrichtung für Anwendungen mit Pick-and-Place-Vorrichtungen oder Robotern zur Aufgabe ist erhältlich.
Download